
海外工場へ潜入!!ディバイザーの工場最前線 (Bacchus Global編)

皆様こんにちは!
ディバイザー 広報部です。
本記事では、今まで明かされることの少なかったディバイザー製品が生まれる海外工場の現場をご紹介します。
ディバイザーの商品に対する想いや情熱をより身近に感じていただけますと幸いです。
プロローグ:国産の雄 有限会社飛鳥の品質を
長野県松本市に生産拠点を置く、国内屈指のギター製造企業「有限会社飛鳥」。
その確かな製品力とクオリティは日本にとどまらず、おかげ様で世界中のギターユーザーから評価をいただくようになりました。

1977年創業の「株式会社 ヘッドウェイ」をともにルーツとして持つディバイザーと飛鳥は、発足当初よりグループ会社として切磋琢磨し、【企画・販売を担うディバイザー】【製造・品質管理を担う飛鳥】とそれぞれの強みを活かした取り組みをおこなうことで常により良い製品を世に出すことを目指してアップデートを続けています。
飛鳥で培われた品質改善、ギター製造のためのノウハウをディバイザーは海外工場にも共有し、品質向上に努めています。
ディバイザーの誇る「こだわり」
国内グループ企業有限会社飛鳥や、海外工場との連携だけではなく、ディバイザーが発足時より品質向上のために尽力している根幹部門があります。
■品質保証部 組込課
専門職人からなる部署、ディバイザー組み込み課。
熟練度の高い職人チームが、「Bacchus Globalシリーズ」をより弾き易くなるように検品をおこない楽器の能力を引き出します。

■品質保証部 QC課(クオリティ・コントロール)
海外から到着した商品を専属の職人が、抜き打ち検査ではなく1本1本すべての商品を検品し、楽器として適正な状態にセットアップします。
こちらの部門での作業は、簡易セッティングではなく個体毎に最適解を見つけて、個体にあった状態を判断し新品状態でありながらもクラスを超えた弾き心地とこなれ感になるように調整されています。
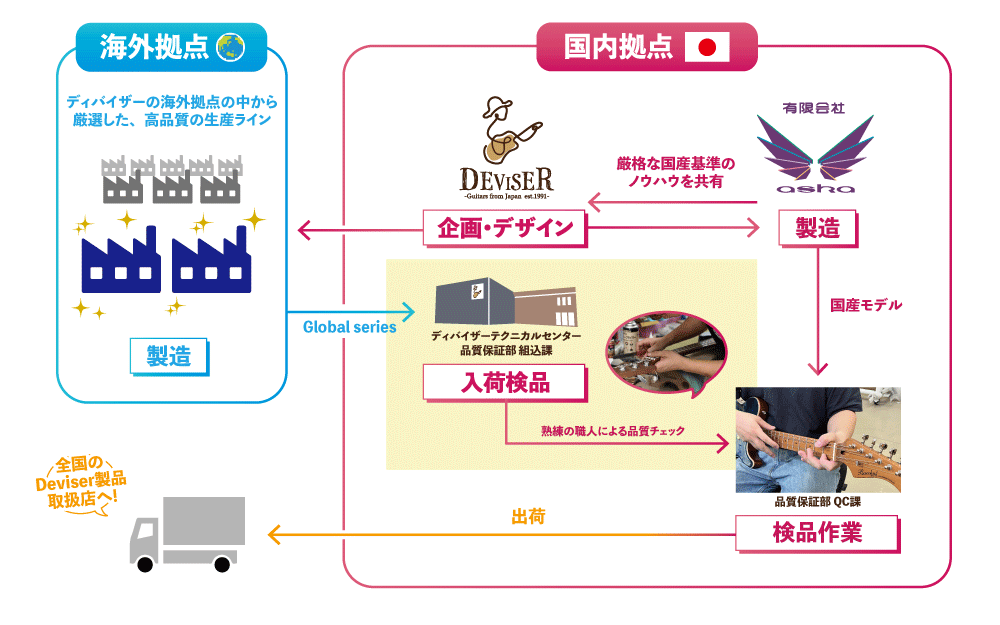
製造工場との連携だけではなく、確かな品質保証の部署を設ける事により、ディバイザーが提唱するものづくり精神を具現化した商品を製作することができます。
「確かなこだわり」を持った商品が、全世界中の楽器店に出荷され皆様の元へお届けされます。
いよいよ本題へ 海外拠点の工場への定期訪問
ディバイザー製品が世に送り出されるまでのプロセスをご覧いただいたところで、いよいよ本題に入ります。
ディバイザーの新製品開発や品質向上のために、工場を定期訪問するチームと筆者が同行し現地訪問の様子をお届けします。
前回の記事は下記よりお進みください
————————————————
ディバイザーチームは成田空港から香港経由で飛行機を乗り継ぐこと数時間。
インドネシアのとある街に到着し、空港から車を走らせ現地に向かいます。


街中は多くの車が行き交っており日本車もよく走っておりました。
その間を縫うようにバイクが走る様は、インドネシアにはじめて入国した筆者はヒヤヒヤしました笑


街中から移動しほどなくすると、インドネシアのローカルな地域が見えてきました。取材は2月だったのですが、気温は午前中から30℃を超ており、ほんの少し歩くだけで汗ばむ暑さでした。
インドネシアはどんな国なのか?
東南アジアに位置する約1万7000以上の島々からなる世界最大の島国です。日本の約5倍の広さの国土を持ち、世界4位の人口で約2.7億人もの人が暮らしています。(なんと日本の人口の約2倍)


訪問時は、ラマダンだった為、日の出から日没まで断食(サウム)であり、皆さん食事を取られていませんでした。やはり、世界の多様な文化に触れると、改めて日本とは大きく異なるなと思いました。
インドネシアは世界最大のイスラム教徒が住んでいる国で、キリスト教やヒンドゥー教も共存する多宗教・多民族国家。


日本とは環境も違う中で、どんな方々がギターを作っているのか既に待ちきれなくなっていました。
そこには、多品種を手作業と独自の製法を交え改善等、進化を繰り返しながら取り組む現地のワーカー達がいました。
それでは工場レポートです!
現地に着くと、現地スタッフが出迎えてくれました。

汗が吹き出すなか早々に挨拶を済まし、いざ!
ワーカー達が作業する現場へ!
木材の保管庫では切り出され乾燥を終えた木材が積まれておりメイプル材やアルダー材など定番木材から、特殊な木材など様々なトーンウッドが管理されていました。


使用用途にあわせて、棚ごとに陳列・保管されておりその木材達は、約半年の月日をかけて自然乾燥させた後、徐々に時間をかけ水分含有量を約7%〜8%まで減水し切削工程へと送られます。


自然乾燥を経て、パレットに並べられた木材はこのあと次工程の加工工程へと進んでいきます。
時間をかけて乾燥を終えた木材が、接着剤でボディを張り合わせられたあとブランク材として保管されていました。


木材を次工程へ進めるため、手押しカンナを用いて大まかな厚みだしをおこないます。
海外工場といえば NC・CNCなどで全工程を加工しているイメージですが、実際は異なりオートメーション化された機械の稼働は少なく、CNCを用いて加工するのはボディの粗加工ぐらいでした。
そのほとんどの作業はワーカー達の手作業でした。


こちらは接着されたをボディ加工していました。
CNCを採用することで正確で均一な精度で仕上げることができます。
逆にここ以外の作業のほとんどが手作業で作業しています。


こちらでは、ボディ形状に加工されたボディをハンドグラインダーで微調整していました。
何度も削っては調整をおこない、研磨してはボディ寸法を見直してボディを仕上げていきます。


奥へ足を進めると何やら杢目の美しいラミネート材がありました。
その美しい杢目のラミネート材をボディトップに貼り付けていきます。
フレイム杢・キルト杢・バール杢、多種多様でレアな杢目材をストックされています。


その後、プレス機でラミネート材を真っ直ぐに矯正しそこからボディと接着。
この接着作業は後の完成度を左右するためワーカーも慎重に作業をおこなっていました(写真左)
隣では、ラミネート材を貼ったボディをワーカーが研磨していました。
もちろん、削りすぎに気をつけながら規定寸法まで研磨し治具検査を繰り返すシビアさが伝わる現場でした。


こちらもベルトサンダーを用いた研磨作業場です。
丁寧に手作業で何度も何度も往復して規定の番手に仕上げるまさに職人技といったところですね。
ラックにかかっている数もスゴイですが、これはほんの一部で日に数百台も仕上げるのだとか。
1つのギターを完成させるために、多くの研磨時間を割いていました。
それが、ディバイザーが求める品質につながっていきます。


平面だしをおこないその後ネック用やボディ用などの工程に分かれ、寸法をより微調整されていました。
木材に狂いが出ないように、しっかりと木の小口(写真右)を接着剤で封じていました。
小口から余計な水分が入らなくなることで、木の動きを抑制し狂いを最小限に押さえることができます。
木の呼吸をコントロールしてトラブルを防いでいるのです。
そこから工場内部へと歩き進めていくと・・・


バンドソーと呼ばれる機械でネックの粗加工作業をおこなっており、ギター・ベース問わず様々なモデルのネックを手掛けていました(写真左)
ネックの成形は非常に緩やかなペースで加工しておりました。
なぜ、スローな作業なのか?
それは早く作業をおこなってしまうと木材が熱をもってしまい反りが発生してしまいます。
反りを最小限にするために木取りも考えながらワーカーが丁寧な作業をしていました(写真右)


粗加工・成形工程が進むと次工程では、ラック棚に加工されたネックが管理されていました。
事前に狂いだしにも十分な日数を設けており、この一手間が完成した際のネック精度に大きく影響します。


削り出したネック材は徐々に完成に近づいてきます。
この工程は、ネックの研磨成形をおこなっており、ヘッドの部分からネックエンドまで丁寧に研磨していきます。
ここでしっかりと研磨がおこなわれないと、次工程での仕上げ研磨ができないのです。


そして、グリップ(握り)成形をしています。
後のプレイアビリティに関わる大事な工程です。
ネック1本であっても様々な工程を経て完成しており、研磨作業については数多くのワーカーが作業に携わっていました。
以上、加工研磨工程でした。
いかがでしたでしょうか?
オートメーション化をあえて少なくすること、品質に関わる部分には惜しまず時間をかけあえてハンドメイド作業にこだわる。
そして、常時ディバイザーと製品品質をすり合わせることで良い楽器に仕上がります。
それでは、加工を終えたあとの次工程に進んでいきましょう!


研磨後は、塗装ブースに足を運びました!
しっかり研磨されたボディを、熟練のワーカーがスプレーガンで着色をおこなっていました。
ディバイザーが定期的に企画会議をおこないアイディアを随時共有し、飛鳥ファクトリーで採用したカラーや一部アイディアなどを含め企画案を共有し製品に反映しています。
同じ赤や青でもモデルによってカラーを微調整をすることで、海外製造でありながらもこだわった仕上がりになっています。


丁寧な仕事ぶりで、綺麗なボディに仕上がっていました。
ディバイザーから色のサンプル調合や、カラーバリエーションを共有することで常に工場もアップデートされています。


その後、ボディにトップコートを吹き付け、バフで磨き工程を経て仕上げが完成します。
カラーを美しく塗るには、前工程が非常に大事な作業となります。
前工程が丁寧な作業をおこなうことで、次工程でより良い作業ができコストパフォーマンスに優れた楽器完成します。
ディバイザーの生産拠点の中でも長く生産をおこなっている工場だからこそ、お互いのアップデートを欠かさないように日々エンジニア同士で意見を交換しています。


ボディのキャビティ加工や、配線の取り付け作業をおこない、どんどんギターの形に近づいていきます。
こちらも、多くのワーカーが作業をおこなっており黙々と作業をされていました。


フレット打ちのチェック・反りの状態など複数の検査項目をクリアできるようにネック周りを検査していきます。
そして、組み立て作業をおこなった後サウンドチェックをおこない完成します。
その後、拭き上げ・梱包・箱詰めの最終チェック経てディバイザーに発送されます。
しかし、ここで終わらないのがディバイザー。
このこだわりをもって製造した製品を長野県松本市のディバイザーテクニカルセンターに到着後、飛鳥ファクトリーを踏襲した厳格な基準の更なる検査工程を追加することで手馴染みよく、弾き易いギターにアップデートしていきます。
こうして、幾多の工程とこだわりを持って製造される楽器は、ディバイザーの求める血の通った楽器を作るが体現されています。
この記事を読んで、ぜひ全国の楽器店にて手にとって触ってみていただきたいと思います。
そして・・・

工場の見学も終わり、ディバイザー視察メンバーは新製品のサンプル投入や製品改善のディスカッションなど多く打ち合わせをおこないました。
頻繁に現地で話し合いをすることで、単なるものづくりではなく血の通った楽器になっていきます。
コストパフォーマンスを凌駕し驚きを提供していくことが、製品開発を進めるうえで大切にしているディバイザーイズムとなります。
—————————————————————-
以上、Bacchus Globalシリーズのインドネシア工場の生産工程の様子をお届けしました!
ディバイザーブランドのラインナップの中でもロングセラーブランドのBacchus。
Bacchusはエントリークラスからハイエンド国産モデルまで、幅広い個性豊かなシリーズ・バリエーションがあります。
これは、ディバイザーが多くのユーザー様に満足いただく為に、長きに渡り海外工場と連携しシリーズを育ててきました。
その土台がしっかりと出来ているからこそ、新しいモデルへの挑戦が可能となるのです。
Bacchus Globalシリーズの生産レポートを通じて、その品質維持の秘密の一端に触れて頂けたのであれば幸いです。
エピローグ:国内屈指の検品作業を海外ギターに施し出荷












Globalシリーズ特設オフィシャルサイトはこちら↓


おまけ:現地の風景とローカル料理に舌鼓
今回も工場訪問は一週間ほどの滞在でしたが、
インドネシア料理!かと思いましたが、現地工場で招かれた先は韓国料理が多かったです笑
我々日本人の好みにあわせていただいてもらったと思うのですが、本当は地元料理をもっといただきたかったなと・・・苦笑


ラマダン中なので、イスラムの方々は断食(サウム)でしたが、我々に配慮くださり同席してくださいました 泣
しかし、18:00以降はしっかり召し上がっていたので、ホッと一安心した筆者でした。


オイスターも非常に美味で、インドネシアではかなりポピュラーなんだとか・・
韓国料理の焼肉は世界共通で美味いんだなと改めて思いました。


アジアン料理ではなく、韓国攻めの料理が主となってしまいましたがどれも美味しかったです。
写真右の角煮も想像どおりの美味しいやつでした笑
あとは、ホテルで食べた果物ですね笑
「ランブータン」というトロピカルフルーツを食べましたが、見た目のインパクトとは裏腹におとなしい食味でした!笑
どれも美味しい料理でした!!


余談が長くなりましたが、また、工場に関するディバイザーの「今」を定期的にお送りしていきますのでぜひご期待ください!!
Sampai jumpa lagi!!!(また、お会いしましょう!!!)